>Wissenswertes
T6-Wärmebehandlung
Die in der Praxis häufig bei aushärtbaren Al-Legierungen angewendete T6-Wärmebehandlung besteht aus einem Lösungsglühen mit anschliessendem Abschrecken und nachfolgendem Warmauslagern zur Ausscheidungshärtung. Zu den aushärtbaren Legierungstypen gehören AlMgSi, AlZnMg, AlZnMgCu, AlCuMg oder AlSiCuNiMg. Bei diesen Werkstoffen kann durch das Erzeugen fein verteilter, spröder Ausscheidungen eine beachtliche Festigkeitssteigerung erreicht werden. Die Aushärtung einer Legierung besteht aus drei Phasenumwandlungsvorgängen, wie das vereinfachte Modellsystem, das aus den beiden Phasen α und β besteht, zeigt (siehe Bild). Hierbei stellt α die zu verfestigende Matrix und β die spröde Zweitphase dar. Im ersten Schritt wird die Auflösung der β-Phase angestrebt. Zu diesem Zweck erfolgt ein Lösungsglühen im Einphasengebiet der α-Phase bei Temperaturen von ca. 10 ... 20 K unterhalb des Soliduspunktes der Legierung, meist im Temperaturbereich 460 - 560°C. Bei dieser Temperatur löst sich die β-Phase vollständig in der α-Phase.
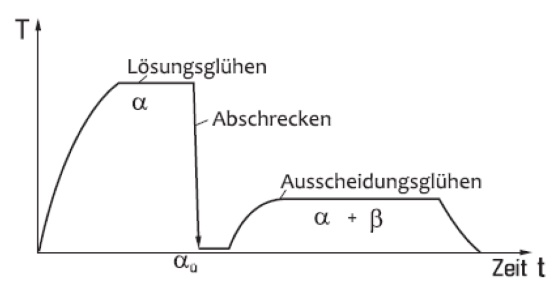 Anschliessend wird im flüssigen Medium (meist Wasser) auf Raumtemperatur abgeschreckt, um Diffusionsvorgänge und damit das Wiederausscheiden gelöster Legierungsbestandteile (β-Phase) in den Al-Mischkristall (α-Phase) zu verhindern. Im Ergebis dieses Prozesses liegt ein übersättigter α-Mischkristall vor, der mehr Atome der β-Phase enthält als es seinem Gleichgewichtszustand bei dieser Temperatur entsprechen würde.
Die Warmauslagerung der Bauteile erfolgt üblicherweise im Temperaturbereich 150...180°C und dient der Beseitigung des Zwangszustandes der in der übersättigten Lösung befindlichen Legierungselemente. Hierzu wird die bei der schnellen Abkühlung unterdrückte Diffusion kontrolliert angeregt und es entstehen feindisperse Ausscheidungen, die im Matrixgitter sog. Verzerrungsfelder erzeugen und somit die Vorgänge um die Versetzungsbewegung und die Versetzungsbildung beeinflussen. Auf diese Weise werden bereits vorhandene Versetzungen blockiert, was zur Behinderung der plastischen Verformungsfähigkeit und damit zur erwünschten Festigkeitssteigerung führt.
Aus Zeit-Temperatur-Umwandlungs-Diagrammen können die Lösungsglühtemperatur und die Abschreckgeschwindigkeit bzw. Warmauslagerungstemperatur und -dauer entnommen werden. Da die Diffusionsgeschwindigkeit mit steigender Temperatur zunimmt, ist es möglich die Lösungsglühdauer bei geringen und mittleren Wanddicken zu reduzieren, ohne dass dadurch ein Festigkeitsverlust auftritt. Die Dauer des Warmauslagerns ist aus fertigungstechnischer Sicht mit 8 - 24 Stunden recht hoch. Durch Erhöhung der Auslagerungstemperatur kann diese verringert werden, wobei die maximal erreichbare Festigkeit abnimmt, da ein Teil der Legierungselemente bei höheren Temperaturen im Mischkristall gelöst bleibt und sich auch die Ausscheidungssequenzen verändern können.
Anschliessend wird im flüssigen Medium (meist Wasser) auf Raumtemperatur abgeschreckt, um Diffusionsvorgänge und damit das Wiederausscheiden gelöster Legierungsbestandteile (β-Phase) in den Al-Mischkristall (α-Phase) zu verhindern. Im Ergebis dieses Prozesses liegt ein übersättigter α-Mischkristall vor, der mehr Atome der β-Phase enthält als es seinem Gleichgewichtszustand bei dieser Temperatur entsprechen würde.
Die Warmauslagerung der Bauteile erfolgt üblicherweise im Temperaturbereich 150...180°C und dient der Beseitigung des Zwangszustandes der in der übersättigten Lösung befindlichen Legierungselemente. Hierzu wird die bei der schnellen Abkühlung unterdrückte Diffusion kontrolliert angeregt und es entstehen feindisperse Ausscheidungen, die im Matrixgitter sog. Verzerrungsfelder erzeugen und somit die Vorgänge um die Versetzungsbewegung und die Versetzungsbildung beeinflussen. Auf diese Weise werden bereits vorhandene Versetzungen blockiert, was zur Behinderung der plastischen Verformungsfähigkeit und damit zur erwünschten Festigkeitssteigerung führt.
Aus Zeit-Temperatur-Umwandlungs-Diagrammen können die Lösungsglühtemperatur und die Abschreckgeschwindigkeit bzw. Warmauslagerungstemperatur und -dauer entnommen werden. Da die Diffusionsgeschwindigkeit mit steigender Temperatur zunimmt, ist es möglich die Lösungsglühdauer bei geringen und mittleren Wanddicken zu reduzieren, ohne dass dadurch ein Festigkeitsverlust auftritt. Die Dauer des Warmauslagerns ist aus fertigungstechnischer Sicht mit 8 - 24 Stunden recht hoch. Durch Erhöhung der Auslagerungstemperatur kann diese verringert werden, wobei die maximal erreichbare Festigkeit abnimmt, da ein Teil der Legierungselemente bei höheren Temperaturen im Mischkristall gelöst bleibt und sich auch die Ausscheidungssequenzen verändern können.
Glühverfahren | Häufige Fragen